想要探索上海【浦东新】【本地】靠谱的钢花管生产厂家的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:上海【浦东新】【本地】靠谱的钢花管生产厂家的图文介绍
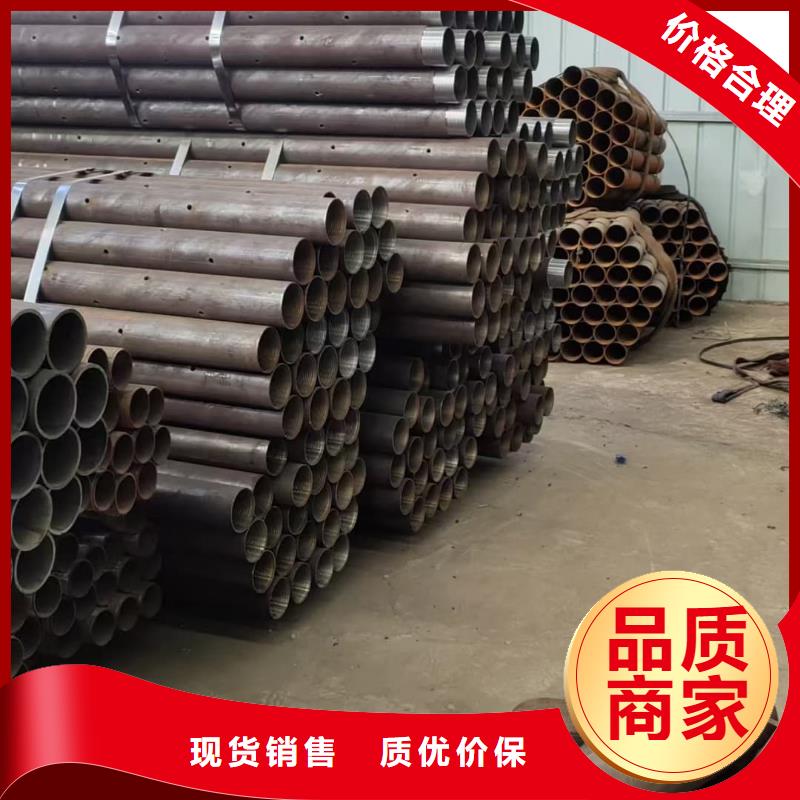
天恒源钢铁有限公司一直坚持“恪 守信誉、以人为本”的经营理念,“科技创新、质量可靠”的管理信念,在国内外打下坚实的基础 ,努力成为浦东新的 小口径无缝钢管、专业厂家。


全断面注浆管施工技术要求
注浆管均指全断面注浆管,采用专用固定件固定在施工缝表面,并间隔5~6m两端各引出一根注浆导管。
安装注浆管的施工缝表面应坚实、浦东新本地平整,不得有浮浆、浦东新同城油污、浦东新同城疏松空洞、浦东新附近碎石团等,否则应予以清除。
注浆导管与注浆管连接应牢固,严密,导管末端应临时封堵严密。
注浆管宜设置在结构中线位置,任意一侧混凝土的厚度不得小于100mm。
安装注浆管的范围的基层可不凿毛,并保持平整,必要时采用防水砂浆进行局部找平,以确保注浆管任何部位均与施工缝表面密贴,并确保注资管不得有悬空部位。注浆管的固定间距宜为200-300mm,固牢固,可靠。
注浆管采用搭接法连接,搭接宽度宜为20-30mm(即有效出浆长度),搭接部位必须与甚而牢固固定。



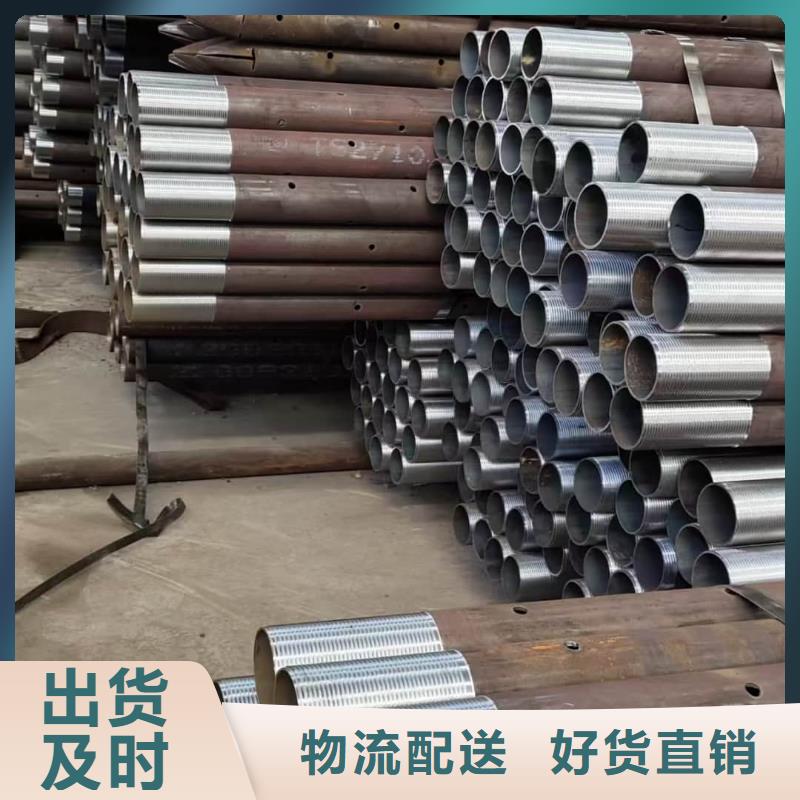
钻孔灌注桩后注浆用管,一般是25mm×3mm×6000mm两根,底管封堵做成花管,花管孔眼用图钉堵住再用胶皮抱紧、浦东新胶皮两头用铁丝扎牢,这个反向装置是为了灌浆是浆不回冒。
一般来讲,桩侧指的是桩身的侧面。在平常的桩基工程当中,可能会遇到需要对桩侧进行注浆。那么对桩侧注浆需要几根注浆管呢?要搞清楚这个问题,还得从桩基的实际长度来分析。常见注浆管一般分为1米、浦东新附近2米、浦东新当地3米,这样分类的好处是可以根据桩基的长度来自由组合。



三、浦东新同城制作方法
注浆管的制作方法主要包括以下几种:
机械卷制成型法:利用精密的机械装置,将原材料通过卷曲、浦东新同城焊接等工序,精确地制成注浆管。这种方法生产效率高,制成的注浆管尺寸精确,管壁均匀,能够承受较大的注浆压力。
手工焊接成型法:依赖于工匠的精湛技艺,通过手工焊接的方式,将一片片原材料精心拼接成注浆管。这种方法虽然生产效率相对较低,但制成的注浆管在细节处理上更为精细,能够满足一些特殊地质条件下的注浆需求。
模具压制成型法:采用特制的模具,将原材料在高温高压下压制成型。这种方法制成的注浆管尺寸精确,表面光滑,减少了注浆时的阻力。同时,由于生产过程高度自动化,因此生产效率极高,能够满足大规模注浆工程的需求。


严禁在非焊接区域引弧,地线位置适当、浦东新附近连接牢固,以避免电弧擦伤。焊接时应采取防飞溅措施(如刷白灰等方法)。焊后应用不锈钢(不得采用碳钢)扁铲彻底清理熔渣和飞溅。
多层焊:多层焊时,层间熔渣必须清除干净。多层焊时,应控制层间温度,一般不得超过60℃。
焊缝:焊缝接头应修磨,焊缝表面不得有熔渣、浦东新当地气孔、浦东新当地咬边、浦东新附近飞溅、浦东新裂纹、浦东新本地未熔合、浦东新附近未焊透等缺陷,焊缝与母材应圆滑过渡,不得低于母材。
矫形:注浆管的矫形,应避免采用火焰加热方法,尤其不允许反复加热同一区域。矫形时,尽量采用机械装置,或用木锤(橡皮锤)或垫橡皮垫锤击,禁止用铁锤锤击,以避免损伤注浆管。






 扫一扫
扫一扫